

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch- tiếng Việt
 Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Các sản phẩm






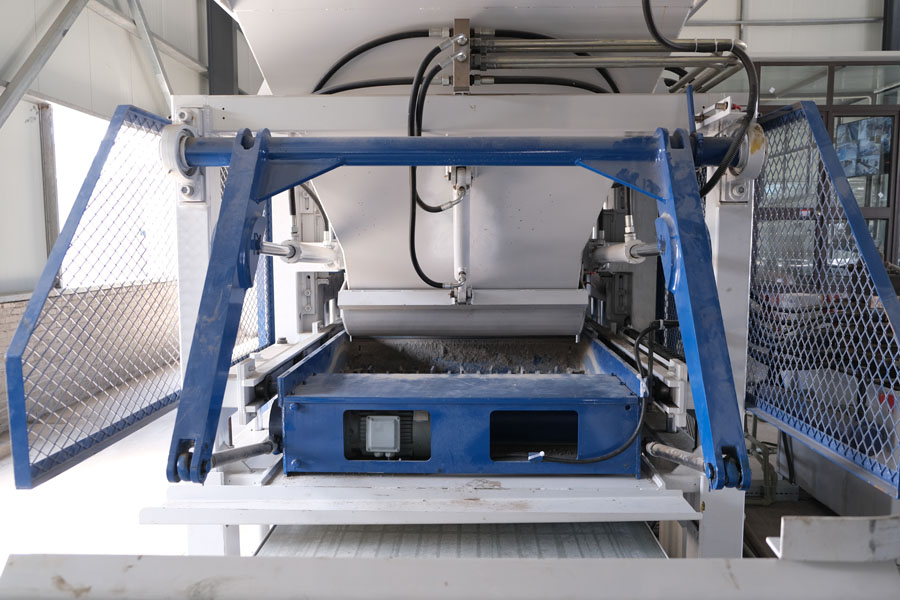
Máy ép gạch bê tông ZN1000C
Bạn có thể yên tâm mua Máy ép gạch bê tông ZN1000C từ nhà máy của chúng tôi. Dây chuyền sản xuất khối tự động ZN1000C với hệ thống điều khiển trung tâm, khách hàng có thể đảm bảo chất lượng khối và dịch vụ phù hợp với tiêu chuẩn và yêu cầu của các dự án khác nhau. Nó có thể sản xuất khoảng 800 m2 gạch lát chất lượng mỗi ngày (8 giờ), có thể nâng cao khả năng cạnh tranh của họ trong ngành.
Gửi yêu cầu
Mô tả Sản phẩm
Bạn có thể yên tâm mua Máy ép gạch bê tông ZN1000C từ nhà máy của chúng tôi. Máy ép gạch ZN1000C được sản xuất tại Trung Quốc, tuân thủ nghiêm ngặt công nghệ và tay nghề của Đức, sử dụng công nghệ của Đức và là công nghệ máy ép gạch hàng đầu thế giới. Công nghệ của Đức được biết đến với sự chặt chẽ và đơn giản, đồng thời chú ý nhiều hơn đến hiệu suất, hiệu quả và chất lượng máy tổng thể. Đặc điểm của Máy ép gạch bê tông ZN1000C là hiệu suất ổn định hơn, hiệu quả sản xuất cao hơn và tỷ lệ hỏng hóc thấp hơn. Về hiệu suất, hiệu quả, tiết kiệm năng lượng, bảo vệ môi trường và các khía cạnh khác, nó vượt xa các máy khối khác trên thị trường.
Tính năng công nghệ chính
1) Kiểm soát công nghệ chuyển đổi tần số
Giảm dòng khởi động động cơ và điều khiển chức năng khởi động mềm, kéo dài tuổi thọ của động cơ. Bộ dao động chính của Máy gạch bê tông ZN1000C sử dụng chế độ chờ tần số thấp và hoạt động tần số cao, giúp cải thiện tốc độ vận hành và chất lượng sản phẩm. Giảm hư hỏng phụ kiện cơ khí và động cơ, kéo dài tuổi thọ của động cơ và cơ khí. Bộ biến tần tiết kiệm điện năng khoảng 20%-40% so với bộ biến tần truyền thống.

2) Hệ thống điều khiển PLC Siemens của Đức, màn hình cảm ứng Siemens, Đức
Vận hành dễ dàng, tỷ lệ hư hỏng thấp, Máy gạch bê tông ZN1000C chạy ổn định và độ tin cậy cao. Sử dụng công nghệ internet công nghiệp tiên tiến nhất, thực hiện khắc phục sự cố và bảo trì từ xa. PLC và màn hình cảm ứng sử dụng internet PROFINET cùng nhau, thuận tiện cho việc chẩn đoán hệ thống và mở rộng WEB. Đạt được hệ thống chẩn đoán và báo động sự cố liên tục, thuận tiện cho việc bảo trì và khắc phục sự cố máy. Dữ liệu chạy PLC để bảo quản vĩnh viễn.
3) Hệ thống rung
Bàn rung bao gồm bàn động và bàn tĩnh. Khi bắt đầu rung, bảng động rung, bảng tĩnh vẫn tĩnh. Kết cấu được thiết kế đảm bảo biên độ của bàn rung, nhằm đảm bảo chất lượng cao của sản phẩm bê tông. Bàn rung sử dụng thép HARDOX. Chế độ rung: sử dụng rung bàn rung + rung khuôn trên; lắp đặt động cơ rung thiết bị giảm rung và thiết bị làm mát không khí.
4) Hệ thống cho ăn
Động cơ sử dụng động cơ SEW, điều khiển hai trục trộn. Khung cấp liệu, tấm đáy và lưỡi trộn được làm bằng thép HARDOX cường độ cao, có thể điều chỉnh vị trí của tấm đáy. Hệ thống cấp liệu có thiết bị bịt kín để tránh rò rỉ. Cửa cổng xả được điều khiển bởi động cơ SEW.

5)Trạm thủy lực
Máy bơm thủy lực và van thủy lực áp dụng thương hiệu quốc tế. Ống sử dụng "Kết nối mặt bích, lắp đặt và bảo trì thuận tiện. Điểm phát hiện áp suất đa điểm, phát hiện thuận tiện. Chức năng cảnh báo tắc nghẽn và nhiệt độ kỹ thuật số. Kết nối động cơ và bơm, kết nối mặt bích, đồng trục tốt. Van tỷ lệ động và bơm công suất không đổi, điều chỉnh tốc độ, điều chỉnh điện áp, tiết kiệm năng lượng.

Dữ liệu kỹ thuật
| Tối đa. Khu vực hình thành | 1.100*820mm |
| Chiều cao thành phẩm | 20-300mm |
| Chu trình đúc | 15-25 giây |
| Lực kích thích | 80KN |
| Kích thước pallet | 1.200*870*(12-45)mm |
| Số khối hình thành | 390*190*190mm(10 khối/khuôn) |
| Bàn rung | 2*7.5KW |
| Rung động hàng đầu | 2*0.55KW |
| Hệ thống điều khiển điện | SIEMENS |
| Tổng trọng lượng | 42,25KW |
| Kích thước máy | 12T |
năng lực sản xuất
| Loại khối | đầu ra | Khối ZN1000C Máy làm |
240*115*53mm |
Số khối hình thành (khối/khuôn) | 50 |
| Mét khối/giờ(m3/giờ) | 13-18 | |
| Mét khối/ ngày (m3/ 8 giờ) | 1005-1400 | |
| Số lượng gạch (khối/m3) | 683 | |
390*190*190mm |
Số khối hình thành (khối/khuôn) | 9 |
| Mét khối/giờ(m3/giờ) | 22,8-30,4 | |
| Mét khối/ ngày (m3/ 8 giờ) | 182,5-243,3 | |
| Số lượng gạch (khối/m3) | 71 | |
400*400*80mm |
Số khối hình thành (khối/khuôn) | 3 |
| Mét khối/giờ(m3/giờ) | 69,1-86,4 | |
| Mét khối/ ngày (m3/ 8 giờ) | 553-691.2 | |
| Số lượng gạch (khối/m3) | 432-540 | |
245*185*75mm |
Số khối hình thành (khối/khuôn) | 15 |
| Mét khối/giờ(m3/giờ) | 97,5-121,5 | |
| Mét khối/ ngày (m3/ 8 giờ) | 777.6-972 | |
| Số lượng gạch (khối/m3) | 2160-2700 | |
250*250*60mm |
Số khối hình thành (khối/khuôn) | 8 |
| Mét khối/giờ(m3/giờ) | 72-90 | |
| Mét khối/ ngày (m3/ 8 giờ) | 576-720 | |
| Số lượng gạch (khối/m3) | 1152-1440 | |
225*112.5*60 |
Số khối hình thành (khối/khuôn) | 25 |
| Mét khối/giờ(m3/giờ) | 91,1-113,9 | |
| Mét khối/ ngày (m3/ 8 giờ) | 728.9-911.2 | |
| Số lượng gạch (khối/m3) | 3600-4500 | |
200*100*60 |
Số khối hình thành (khối/khuôn) | 36 |
| Mét khối/giờ(m3/giờ) | 103,7-129,6 | |
| Mét khối/ ngày (m3/ 8 giờ) | 829.4-1036.8 | |
| Số lượng gạch (khối/m3) | 5184-6480 | |
200*200*60 |
Số khối hình thành (khối/khuôn) | 4 |
| Mét khối/giờ(m3/giờ) | 72-90 | |
| Mét khối/ ngày (m3/ 8 giờ) | 576-720 | |
| Số lượng gạch (khối/m3) | 576-720 |
Thẻ nóng: Máy ép gạch bê tông ZN1000C, Trung Quốc, Nhà sản xuất, Nhà cung cấp, Nhà máy, Tùy chỉnh, Chất lượng, Nâng cao, CE
Danh mục liên quan
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật